
RUST PROOFING AND CORROSION PROTECTION IN BUFFALO, NY
Details to Consider Before Galvanizing Services
Before you use galvanizing services, there are some details you should take into consideration. For example, you should consider if there have been coatings such as paint on your materials and if there are holes within your materials. Ideally, your items should not have any previous coatings of primer, oils, and paints. Likewise, your materials should have vent holes to ensure the solution can coat evenly.
For more information on all the details you should consider before galvanizing services, please review the content on this page. If you happen to have additional questions, please do not hesitate to contact our hot dip galvanizing professionals. We understand that preparing your materials for corrosion protection, rust proofing, and zinc coatings can be confusing at times. However, our team is more than happy to answer your questions and make sure your materials are properly prepared.
The hot dip galvanizing process may be complex, but we try to make it as simple as possible for our customers. Get in touch with our professionals based in Buffalo, NY! We also invite you to check out our portfolio page to get a better idea of our capabilities.
DESIGN CONSIDERATIONS
All material must arrive free of any paint, lacquer, primer or oil, as these will not come off in our hydrochloric cleaning baths. Should your material have any of these coatings, the material will need to be blasted prior to arrival. Rust, scale and dirt are safe and will come off in our cleaning baths.
VENTING & DRAINAGE
In the hot dip galvanizing process, steel is treated with a corrosion-inhibiting zinc coating. The zinc forms an abrasion-resistant metallurgical bond with the base steel. In order to ensure that all interior and exterior surfaces are protected from corrosion, the whole fabrication is lowered into cleaning solutions, flux solutions, and molten zinc metal. To facilitate interior and exterior cleaning and coating, there must be holes in the fabrications to be galvanized.
The foremost reason for vent and drain holes is to allow air to be removed from inside the fabrication, allowing it to be fully immersed in the cleaning solutions and molten zinc. This way, the excess zinc and solutions can drain out and away from the part.
Additionally, if fabrications are not properly vented, cleaning solutions or rinse waters trapped in overlapping or contacting surfaces may flash to steam. The resulting pressure increase (up to 3600 psi [25MPa]) can rupture the fabrication. All trapped moisture that flashes to steam will often result in localized uncoated surfaces.
Since galvanized items are immersed in all cleaning solutions at an angle, vent holes should be present at the highest point of the fabrication. You should also provide drain holes at the lowest point (as mounted during the galvanizing process).
For more information on our hot dip galvanizing process or other services, from metal coating, corrosion protection, and powder coating alternatives to zinc coating, steel protection, and plating alternatives, contact our offices in Buffalo, NY today.
Design & Fabrication
1. VENTING & FABRICATION FOR TUBULAR FABRICATIONS

- Galvanizers need to be able to visually confirm and inspect venting in complicated pipe assemblies, such as handrails.
- It is recommended that tubular structures be completely submerged in one dip in the galvanizing kettle to minimize potential internal coating problems, which, because of the size and shape of the item, may be difficult to discover during inspection.
- The diagrams illustrate recommended designs for tubular fabrications and hollow structures. The vent dimensions are the minimum required.
2. HANDRAIL

- Paragraph numbers correspond with number references on the illustration:
- 1 – External vent holes must be as close to the weld as possible and must be 25% the size of the internal diameter of the pipe, but not less than 3/8″ (10 mm) in diameter.
- 2 – Internal holes should be the full internal diameter of the pipe for the best quality, lowest cost galvanizing.
- 3 – Vent holes in end sections or in similar sections must be 1/2″ (13 mm) in diameter.
- 4 & 5 – Ends should be left completely open. Any device used for field-erection that prevents full openings on ends of horizontal rails and vertical legs should be galvanized separately and attached after galvanizing.
3. RECTANGULAR TUBE TRUSS

- Each vertical member should have two holes at each end, 180 degrees apart, in line with the horizontal members.
- The size of the holes preferably should be equal, and the combined area of the two holes at either end of the verticals should be at least 30% of the cross-sectional area.
End-Plates – Horizontal
- The most desirable fabrication is completely open.
- If H + W = 24” (61 cm) or larger, the area of the hole, plus clips, should equal 25% of the area of the tube (Area = H x W).
- If H + W is between 16” and 24” (41-61 cm), the area of the hole, plus clips, should equal 30% of the area of the tube.
- If H + W is between 8” and 16” (20-41 cm), the area of the hole, plus clips, should equal 40% of the area of the tube.
- If H + W is less than 8” (20 cm), the tube should be left open.
4. PIPE TRUSS 3" (8 CM) & LARGER
 Vertical Sections
Vertical Sections
- Hole locations for the vertical members should be as shown in Examples A and B, by the arrows on the figure.
- Each vertical member should have two holes at each end and 180° apart, in line with the horizontal members as indicated by the arrows. The size of the holes preferably should be equal and the combined area of the two holes at either end of the verticals (Areas C and D or Areas E and F) should be at least 30% of the cross-sectional area.
End-plates – Horizontal
- 1 – The most desirable fabrication is completely open with the same hole diameter as the tube’s internal diameter.
- 2 & 3 & 4 – Equal substitutes would have openings as shown above and would be at least 30% of the area of the internal diameter.
5. PIPE COLUMNS, PIPE GIRDERS, STREET LIGHT POLES, & TRANSMISSION POLES
(With base-plates and with or without cap-plates)

Location of Opening
- The most desirable fabrication is to have the end completely open, with the same diameter as the section top and bottom.
- This is an equal substitute if the full opening is not allowed.
- This is an equal substitute if the full opening is not allowed.
- This is an equal substitute if the full opening is not allowed.
- This must be used when no holes are allowed in the cap or base-plate: two half-circles 180° apart and at opposite ends of the pole.
Dimensions
- Openings at each end must be at least 30% of the cross-sectional area of the pipe, for pipe 3″ (8 cm) and greater and 45% of the cross-sectional area for pipe smaller than 3″ (8 cm).
6. BOX SECTIONS

- The figure shows the location of holes and clipped corners, which must be flush. Using the following formulas, the table shows typical sizes of holes.
- If H + W = 24″ (61 cm) or larger, the area of the hole, plus clips, should equal 25% of the cross-sectional area of the box (Area = H x W). If H + W is between 16″ and 24″ (41-61 cm), the area of the hole, plus clips, should equal 30% of the cross-sectional area of the box. If H + W is between 8″ and 16″ (20-41 cm), the area of the hole, plus clips, should equal 40% of the cross-sectional area of the box. If H + W is less than 8″ (20 cm), leave completely open, with no end-plate or internal gusset.
- The table is for square box-sections only. For rectangular sections, calculate the required area and check with the galvanizer for positioning of openings.
7. TAPERED - SINGLE ARM

- The small end should remain completely open.
Pole Plate End
- 1- The most desirable fabrication is to have the end completely left open.
- 2 & 3 & 4 – For acceptable powder coating alternatives, the half-circles, slots, and round holes must equal 30% of the area of the internal diameter of the pole end of the tapered arm for 3″ (8 cm) and larger internal diameters. The opening must equal 45% of the area of the pole end of the tapered arm if the internal diameter is less than 3″ (8 cm).
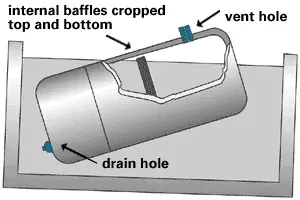
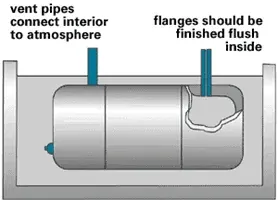
8. ENCLOSED & SEMI-ENCLOSED PRODUCTS
-
- When both internal and external surfaces are to be galvanized, at least one fill/drain hole and one vent hole must be provided.
- The fill/drain hole should be as large as the design will allow, but at least 3” (8 cm) in diameter for each cubic yard (10 cm in diameter for each cubic meter) of volume. The minimum diameter is 2” (5 cm).
- Provide vent holes of the same size diagonally opposite the fill/drain hole. This allows the air to escape.
- In tanks, internal baffles should be cropped on the top and bottom or provided with suitable drainage holes to permit the free flow of molten zinc.
- Manholes, hand holes, and openings should be finished flush inside to prevent trapping excess zinc.
- Items such as vessels or heat exchangers that are galvanized on the outside only must have snorkel tubes or extended vent pipes. The galvanizer should be consulted before using these temporary fittings because special equipment is needed.
- The galvanizer should always review the drawings of enclosed or partially enclosed vessels before fabrication. Galvanizers may recommend changes that would provide a better-galvanized product. If a change is needed to facilitate galvanizing, the least expensive time to make the change is before fabrication.
9. DRAINAGE

- Where gusset plates are used, generously cropped corners provide for free drainage. When cropping gusset plates is not possible, holes at least 1/2″ (13 mm) in diameter must be placed in the plates as close to the corners as possible.
- To ensure unimpeded flow of solutions, all stiffeners, gussets and bracing should be cropped a minimum of 3/4″ (19 mm).
- Provide holes at least 1/2″ (13 mm) in diameter in end-plates on rolled steel shapes to allow molten zinc access during immersion in the galvanizing bath and drainage during withdrawal.
- Alternatively, holes at least 1/2″ (13 mm) in diameter can be placed in the web within 1/4″ (6 mm) of the end-plate. To facilitate drainage, end-plates should have holes placed as close to interior corners as possible.